Delta calibration is incorrect
His guys, I've read multiple posts on this forum and even followed the guide on this page https://www.repetier.com/documentation/repetier-firmware/z-probing/ but still have issues.
Attached are:
Problem: After running calibration procedures, the nozzle is floating inconsistently above the print bed (as if none of the distortion values are being applied from EEPROM).
Procedure used is from this video: https://youtu.be/L9URtv2LqKc
Now during, 2 things happen:
A) The nozzle is not close enough to the bed (I can fix this using nozzle offset)
") The distance from nozzle to bed varies inconsistently especially towards the outside of the circular print area (This is my only roadblock to get this machine finally printing using repetier firmware.
The distance from nozzle to bed varies inconsistently especially towards the outside of the circular print area (This is my only roadblock to get this machine finally printing using repetier firmware.
i've tripple checked all dimensions and re-measured all rods and verified BL touch repeatability and machine structural alignment as best as I could. I'm ready to trash this delta and go back to Cartesian machine...any help is appreciated...please help save a 3D Printer and my sanity .
.
Attached are:
- Full Firmware files form repetier online configurator
- Config.JSON file (currently named config.zip so you must rename to config.json since forum doesn't allow uploading .JSON extension)
Problem: After running calibration procedures, the nozzle is floating inconsistently above the print bed (as if none of the distortion values are being applied from EEPROM).
Procedure used is from this video: https://youtu.be/L9URtv2LqKc
- EEPROM is first reset, then enabled (1)
- Heatbed and extruder at working temperature
- Calibrating endstop offsets went well.
- G32 S2 Bed leveling seems to have gone well (used 7x7 matrix and results are below)
20:31:44.449 : SelectExtruder:0
20:31:44.455 : X:0.00 Y:0.00 Z:548.987 E:0.0000
20:32:07.759 : Z-probe:20.669 X:-90.00 Y:-90.00
20:32:16.198 : Z-probe:19.644 X:-90.00 Y:-60.00
20:32:24.519 : Z-probe:19.087 X:-90.00 Y:-30.00
20:32:32.809 : Z-probe:18.988 X:-90.00 Y:0.00
20:32:41.176 : Z-probe:19.331 X:-90.00 Y:30.00
20:32:49.654 : Z-probe:19.831 X:-90.00 Y:60.00
20:32:58.366 : Z-probe:20.869 X:-90.00 Y:90.00
20:33:08.406 : Z-probe:19.806 X:-60.00 Y:-90.00
20:33:16.652 : Z-probe:18.775 X:-60.00 Y:-60.00
20:33:24.780 : Z-probe:18.219 X:-60.00 Y:-30.00
20:33:32.869 : Z-probe:18.100 X:-60.00 Y:0.00
20:33:41.000 : Z-probe:18.288 X:-60.00 Y:30.00
20:33:49.296 : Z-probe:19.013 X:-60.00 Y:60.00
20:33:57.833 : Z-probe:20.087 X:-60.00 Y:90.00
20:34:07.750 : Z-probe:19.319 X:-30.00 Y:-90.00
20:34:15.890 : Z-probe:18.250 X:-30.00 Y:-60.00
20:34:23.884 : Z-probe:17.587 X:-30.00 Y:-30.00
20:34:31.849 : Z-probe:17.544 X:-30.00 Y:0.00
20:34:39.880 : Z-probe:17.831 X:-30.00 Y:30.00
20:34:48.060 : Z-probe:18.500 X:-30.00 Y:60.00
20:34:56.479 : Z-probe:19.562 X:-30.00 Y:90.00
20:35:06.371 : Z-probe:19.219 X:0.00 Y:-90.00
20:35:14.479 : Z-probe:18.150 X:0.00 Y:-60.00
20:35:22.448 : Z-probe:17.531 X:0.00 Y:-30.00
20:35:30.376 : Z-probe:17.375 X:0.00 Y:0.00
20:35:38.376 : Z-probe:17.700 X:0.00 Y:30.00
20:35:46.505 : Z-probe:18.275 X:0.00 Y:60.00
20:35:54.877 : Z-probe:19.356 X:0.00 Y:90.00
20:36:04.819 : Z-probe:19.450 X:30.00 Y:-90.00
20:36:12.974 : Z-probe:18.375 X:30.00 Y:-60.00
20:36:20.985 : Z-probe:17.712 X:30.00 Y:-30.00
20:36:28.957 : Z-probe:17.544 X:30.00 Y:0.00
20:36:36.992 : Z-probe:17.869 X:30.00 Y:30.00
20:36:45.164 : Z-probe:18.456 X:30.00 Y:60.00
20:36:53.584 : Z-probe:19.556 X:30.00 Y:90.00
20:37:03.615 : Z-probe:19.837 X:60.00 Y:-90.00
20:37:11.872 : Z-probe:18.831 X:60.00 Y:-60.00
20:37:19.986 : Z-probe:18.144 X:60.00 Y:-30.00
20:37:28.074 : Z-probe:18.094 X:60.00 Y:0.00
20:37:36.258 : Z-probe:18.525 X:60.00 Y:30.00
20:37:44.579 : Z-probe:19.125 X:60.00 Y:60.00
20:37:53.129 : Z-probe:20.131 X:60.00 Y:90.00
20:38:03.348 : Z-probe:20.613 X:90.00 Y:-90.00
20:38:11.808 : Z-probe:19.725 X:90.00 Y:-60.00
20:38:20.149 : Z-probe:19.175 X:90.00 Y:-30.00
20:38:28.425 : Z-probe:18.919 X:90.00 Y:0.00
20:38:36.795 : Z-probe:19.350 X:90.00 Y:30.00
20:38:45.332 : Z-probe:20.113 X:90.00 Y:60.00
20:38:54.095 : Z-probe:21.075 X:90.00 Y:90.00
20:38:54.100 : plane: a = 0.0005 b = 0.0017 c = 18.9291
20:38:54.108 : Transformation matrix: 1.000000 0.000000 -0.000479 -0.000001 0.999999 -0.001656 0.000479 0.001656 0.999999
20:38:54.111 : Printer height:552.92
20:38:54.113 : CurrentZ:18.93 atZ:15.00
20:38:54.121 : Info:Autoleveling enabled
20:38:55.142 : X:89.99 Y:89.97 Z:19.117 E:0.0000
20:38:55.142 : Z correction enabled
20:38:55.145 : Info:Autoleveling disabled
20:39:16.947 : SelectExtruder:0
20:39:16.954 : X:0.00 Y:0.00 Z:552.925 E:0.0000
20:39:16.954 : Info:Autoleveling enabled
- Next G33 R0 to ensure reset of distortion data from EEPROM
- Used Bed map tool to measure initial uncorrected bed map (7x7 matrix Values below and image attached)
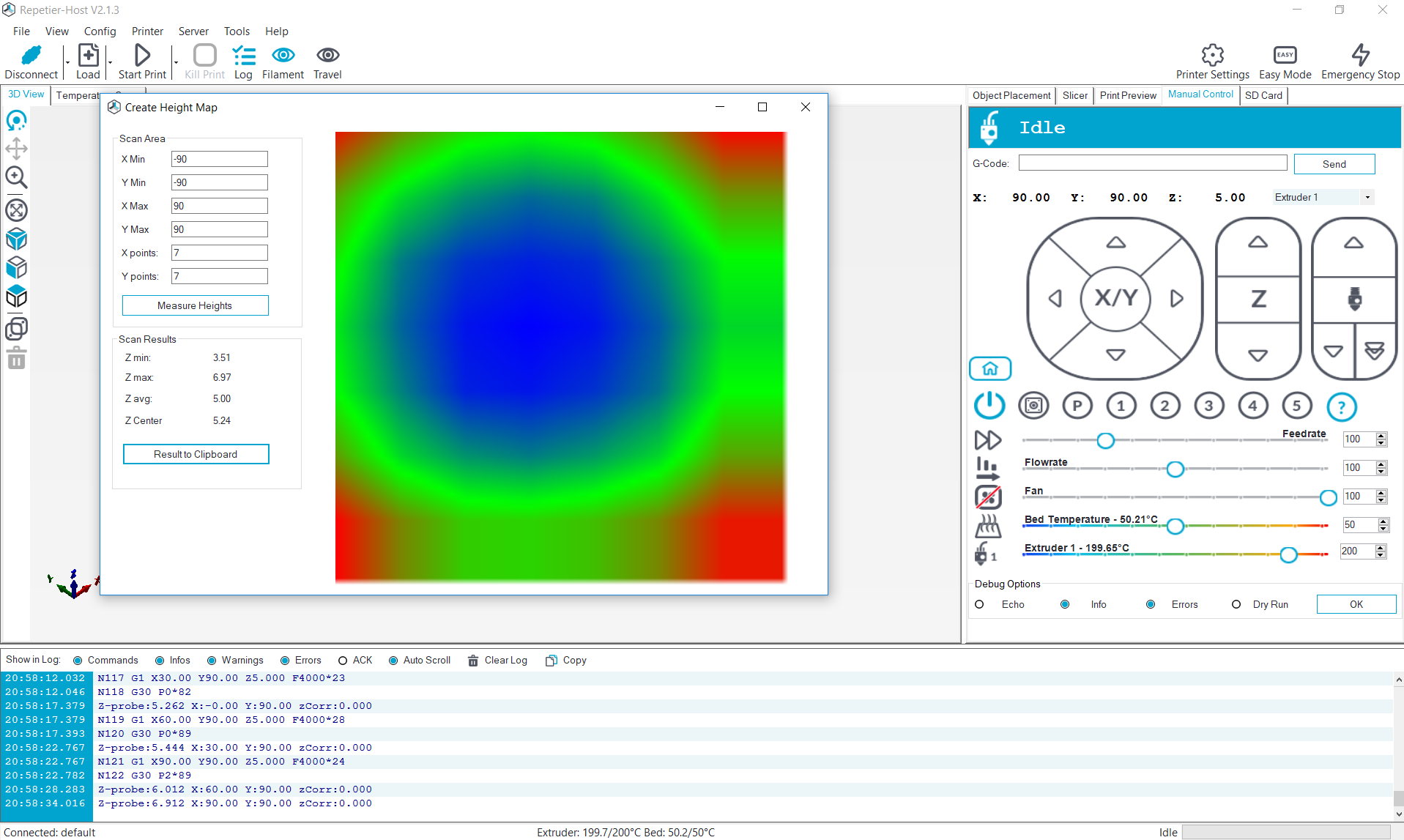
X: -90.00 -60.00 -30.00 0.00 30.00 60.00 90.00
y:90.00 6.84 6.01 5.44 5.26 5.44 6.01 6.91
y:60.00 5.85 5.01 4.49 4.23 4.40 5.06 5.93
y:30.00 5.38 4.35 3.86 3.72 3.83 4.41 5.20
y:0.00 5.11 4.20 3.64 3.51 3.64 4.13 4.97
y:-30.00 5.26 4.39 3.73 3.65 3.85 4.29 5.24
y:-60.00 5.91 4.98 4.50 4.34 4.54 4.96 5.86
y:-90.00 6.97 6.07 5.58 5.53 5.68 6.06 6.81
- Then G33 to re-measure distortion (Note, it seems like the matrix boundary used by G33 command is a 60x60 mm square instead of 180x180 as set in firmware...all other commands above used 180x180mm bounding area as expected). Results of G33 are below:
21:04:08.681 : N124 G33*30
21:04:08.700 : Z correction disabled
21:04:08.703 : Reference Z for measurement:20.000
21:04:18.747 : Z-probe:18.750 X:-10.00 Y:30.00
21:04:26.889 : Z-probe:18.744 X:10.00 Y:30.00
21:04:35.275 : Z-probe:18.662 X:-30.00 Y:10.00
21:04:43.364 : Z-probe:18.494 X:-10.00 Y:10.00
21:04:51.466 : Z-probe:18.569 X:10.00 Y:10.00
21:04:59.588 : Z-probe:18.650 X:30.00 Y:10.00
21:05:08.156 : Z-probe:18.637 X:-30.00 Y:-10.00
21:05:16.242 : Z-probe:18.494 X:-10.00 Y:-10.00
21:05:24.340 : Z-probe:18.556 X:10.00 Y:-10.00
21:05:32.462 : Z-probe:18.644 X:30.00 Y:-10.00
21:05:40.833 : Z-probe:18.625 X:-10.00 Y:-30.00
21:05:48.974 : Z-probe:18.731 X:10.00 Y:-30.00
21:05:50.064 : Info:Distortion correction matrix:
////SOMETHING IS WRONG HERE//// Values seem too high
////SOMETHING IS WRONG HERE//// Values seem too high
21:05:50.064 : 102, 100, 101, 104
21:05:50.067 : 107, 121, 115, 108
21:05:50.067 : 109, 121, 116, 109
21:05:50.070 : 114, 110, 102, 102
21:05:50.072 : G33 X-30.00 Y-30.00 Z1.425
21:05:50.075 : G33 X-30.00 Y-10.00 Z1.363
21:05:50.078 : G33 X-30.00 Y10.00 Z1.337
21:05:50.081 : G33 X-30.00 Y30.00 Z1.275
21:05:50.081 : G33 X-10.00 Y-30.00 Z1.375
21:05:50.084 : G33 X-10.00 Y-10.00 Z1.513
21:05:50.086 : G33 X-10.00 Y10.00 Z1.513
21:05:50.089 : G33 X-10.00 Y30.00 Z1.250
21:05:50.092 : G33 X10.00 Y-30.00 Z1.275
21:05:50.094 : G33 X10.00 Y-10.00 Z1.450
21:05:50.094 : G33 X10.00 Y10.00 Z1.437
21:05:50.097 : G33 X10.00 Y30.00 Z1.263
21:05:50.100 : G33 X30.00 Y-30.00 Z1.275
21:05:50.103 : G33 X30.00 Y-10.00 Z1.363
21:05:50.105 : G33 X30.00 Y10.00 Z1.350
21:05:50.108 : G33 X30.00 Y30.00 Z1.300
21:05:50.108 : Z correction enabled
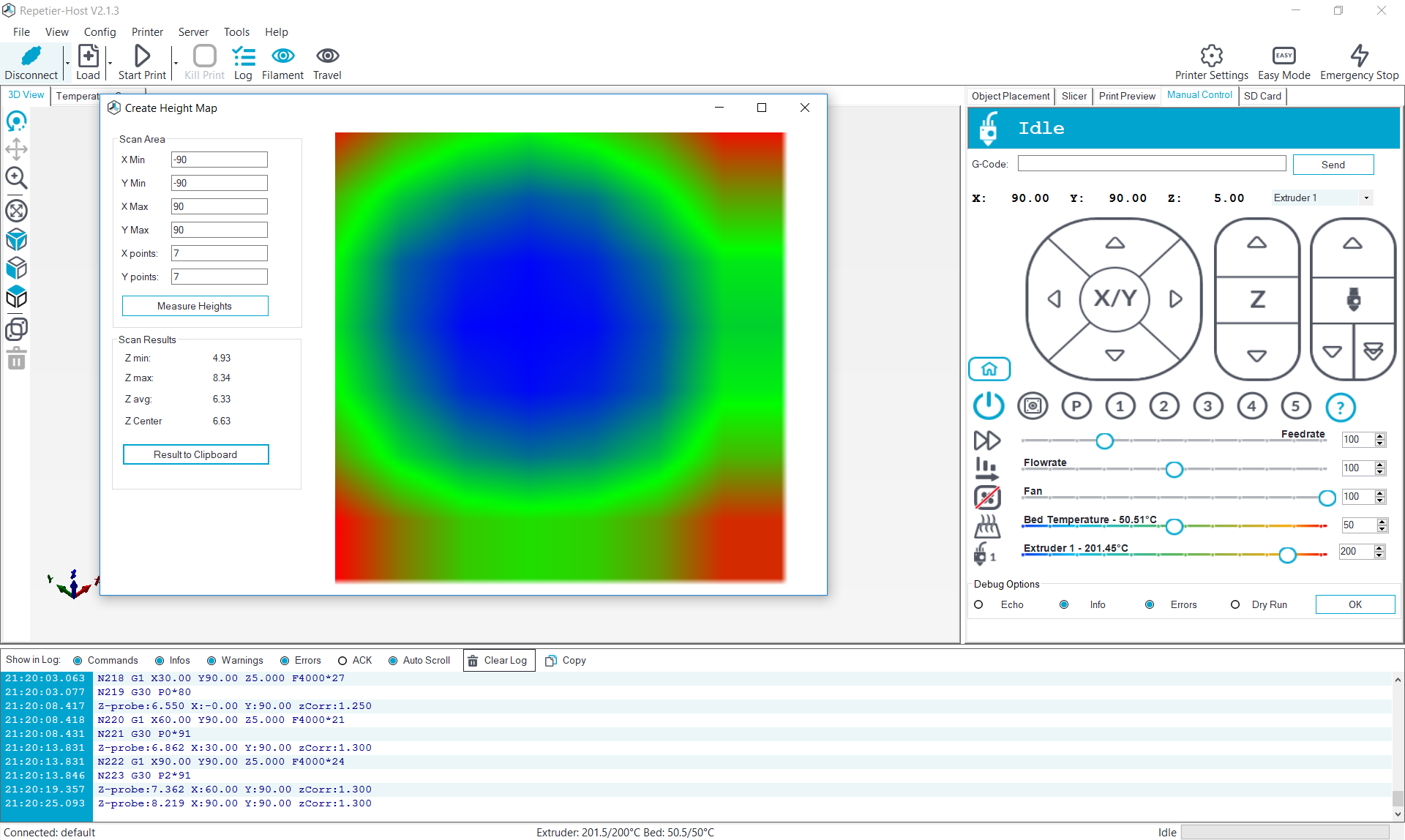
- Using Bed height map tool again yields the following results:
X: -90.00 -60.00 -30.00 0.00 30.00 60.00 90.00
y:90.00 8.16 7.31 6.81 6.55 6.86 7.36 8.22
y:60.00 7.13 6.29 5.78 5.50 5.72 6.38 7.31
y:30.00 6.64 5.60 5.16 4.98 5.18 5.71 6.48
y:0.00 6.46 5.52 4.97 4.93 4.99 5.46 6.33
y:-30.00 6.69 5.83 5.21 4.99 5.16 5.58 6.53
y:-60.00 7.33 6.40 5.88 5.67 5.81 6.23 7.11
y:-90.00 8.34 7.54 6.99 6.85 6.94 7.32 8.06
Now during, 2 things happen:
A) The nozzle is not close enough to the bed (I can fix this using nozzle offset)
i've tripple checked all dimensions and re-measured all rods and verified BL touch repeatability and machine structural alignment as best as I could. I'm ready to trash this delta and go back to Cartesian machine...any help is appreciated...please help save a 3D Printer and my sanity
- UPDATE: I realised my distortion radius was set to 30 but even after increasing this value the issue persists
Comments
G33 is also no solution to this error as it will remove correction over height. You need to fix first geometry and then you can add G33 to fix errors left. User 6 var variant in this
http://www.escher3d.com/pages/wizards/wizarddelta.php
wizard to fix geometry. That normally reduces the errors to a big amount.
I've posted a guide on setting up my delta printer with repetier firmware on this page...Video 2 at the bottom of the page is the one you probably are interested in as it show how to use escher calculator with repetier.
https://crunchysann.com/BL/how-to-setup-repetier-host-repetier-firmware-and-bl-touch-and-dual-extrusion-on-the-he3d-k280-delta-3d-printer/