Wanhao D6 Plus + RepetierServer + Cura
Hallo,
ich nutze folgende Konfiguration:
Wanhao D6 Plus (Firmware original, Marlin), Bondtech Extruder, Full Metall Hotend, E-Steps 415).
RepetierServer läuft auf einem Raspberry Pi3+, welcher per USB mit dem Drucker verbunden wird. Die 3D-Objekte werden mit Cura bearbeitet.
Wenn ich nun die Dateien vom Laptop auf Repetier Server schiebe und dann drucke kommt eigentlich nichts vernünftiges raus. Mal totale Unterextrusion, mal Überextrusion.
Die gleiche Datei ohne RepetierServer geht ohne Probleme.
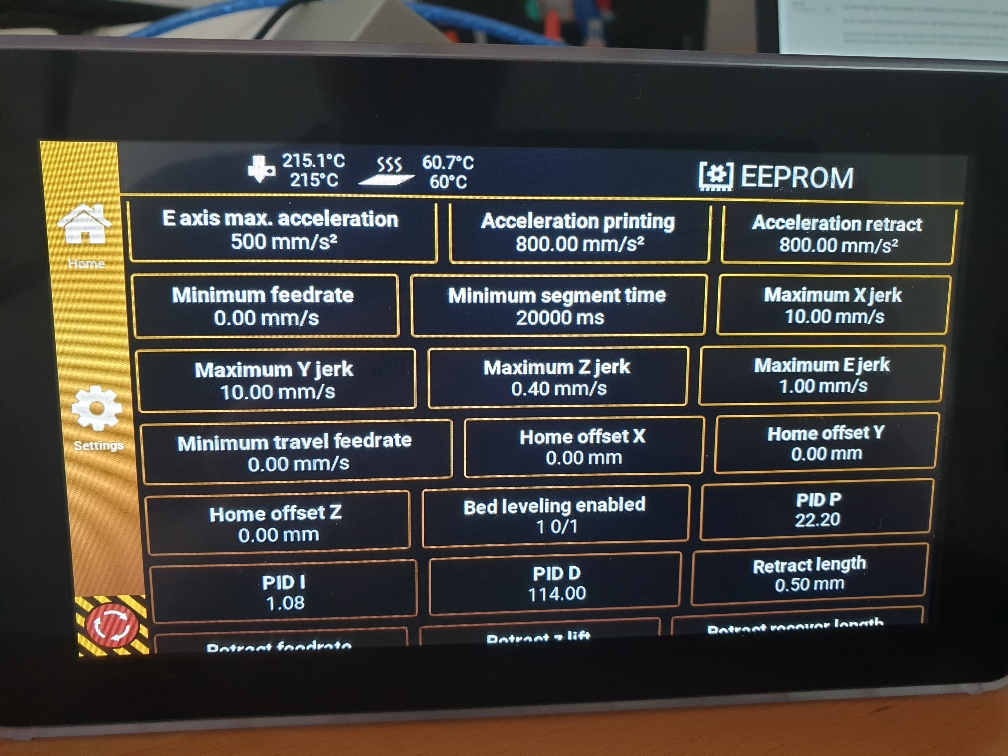
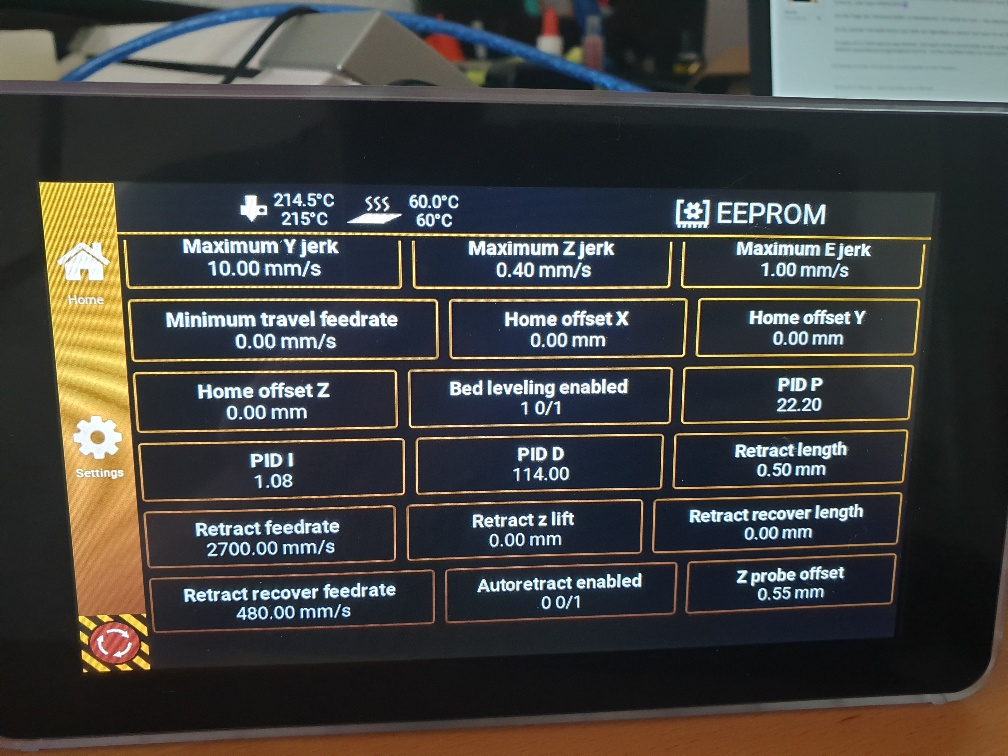
Anbei mal die Werte, die RS auslesen kann.
Was mache ich denn falsch?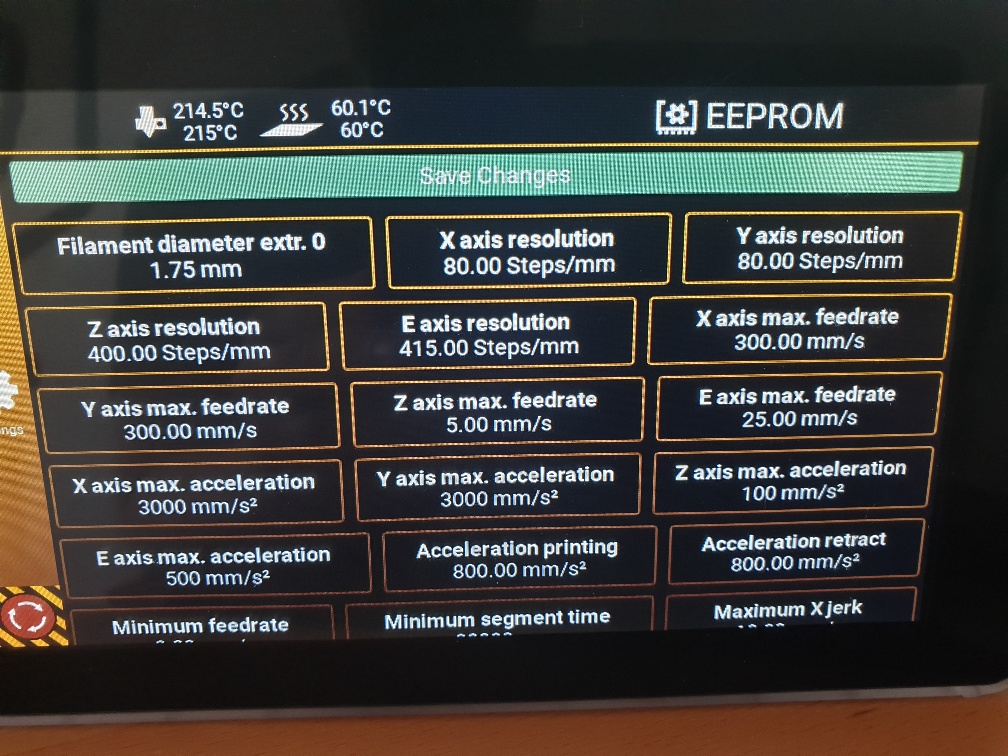

ich nutze folgende Konfiguration:
Wanhao D6 Plus (Firmware original, Marlin), Bondtech Extruder, Full Metall Hotend, E-Steps 415).
RepetierServer läuft auf einem Raspberry Pi3+, welcher per USB mit dem Drucker verbunden wird. Die 3D-Objekte werden mit Cura bearbeitet.
Wenn ich nun die Dateien vom Laptop auf Repetier Server schiebe und dann drucke kommt eigentlich nichts vernünftiges raus. Mal totale Unterextrusion, mal Überextrusion.
Die gleiche Datei ohne RepetierServer geht ohne Probleme.
Anbei mal die Werte, die RS auslesen kann.
Was mache ich denn falsch?
Comments
M111 S7
und im Server logging und dann hinterher im log vergleichen was gesendet wurde und empfangen und meinetwegen auch was im original steht. Ich gehe davon aus das dort nur echte g-codes stehen und keine Pseudo Befehle die zu Problemen führen. Marlin hat das so weit ich weis auch nicht. Bus auf die Zeilennummern und Prüfziffern sollte es da keine unterschiede geben.
Wenn du Fehlermeldungen oder was merkwürdiges siehst bitte posten, damit ich mir das mal ansehen kann.
Du kannst noch in deiner Server Konfiguration nachsehen ob die irgendwelche Einstellungen beim verbinden änderst. Das müsste dan bei den ereignisabhängigen GCodes stehen. Das einzige was wir machen ist flow/speed auf 100% setzen und Daten abfragen.
Warum tut er es nicht bzw. nur das ausgefranste Zeug - als ob zu wenig durchläuft. Muss man noch wo anders was einstellen?
Gibt's Bugs im Zusammenhang mit dem Raspberry Pi B3+ oder, oder, oder
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E6 ;extrude 6 mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
Ob der code im erzeugten gcode drin steht oder beim server als start gcode sollte keinen Unterschied machen. Wird gleichermaßen gesendet.
Druck ist übrigens perfekt vom Server gedruckt worden. Da sind aber einige Zeilen wie
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
die ich zuvor repariert habe.
{travel_speed} ist Keine Zahl und was damit aus der Zeile wird is unklar. Stell also sicher das da keine Platzhalter drin sind sonder wirklich Zahlen. Im start gcode gibt es so was auch noch. Ich denke Cura sollte die Platzhalter mit werden ersetzen. Scheint aber zumindest bei dem nicht der Fall zu sein. Vielleicht gibt es die variable ja nicht in der Schreibweise. Aber ansonsten hat der Druck wie gesagt super geklappt.
Danke für die Hilfe.
Was war das Problem: Die E Steps vom Extruder. Diese sollen mit dem Extruder von Bondtech auf 415 gestellt werden. Das habe ich auch unter Repetier (siehe Foto gemacht) und mich auf diesen Wert verlassen.
In Pronterface - welches ich heute nun nochmal ausgeführt habe - sah ich, dass der Wert nur für die Z Achse eingestellt war. E Steps aber bei 92 lagen. Also, die E Steps über Repetier Menü sind anscheinend fehlerhaft.
Ich habe das nun in Pronterface eingestellt UND er druckt - über Repetier Server :-).
Könnt Ihr das mal prüfen bzw. ggf. die Programmierung anpassen. Ansonsten ist RS spitze.
M92 E415
Kannst du mal testen ob der Befehl bei dir Funktioniert. Also z.b. in Konsole M92 R500 senden und dann sehen ob er sich geändert hat. Das ist der offizielle Befehl wie hier: https://reprap.org/wiki/G-code#M92:_Set_axis_steps_per_unit beschrieben. Wenn du es im server änderst solltest du auch sehen das er gesendet wurde. Wenn es nicht klappt, was sendet Pronterface um es zu ändern?
Hinweis: Das Licht ausschalten geht leider nicht über Repetier Server, vielleicht könnt ihr das auch noch fixen.
https://reprap.org/wiki/G-code#M355:_Turn_case_lights_on.2Foff
Grundsätzlich kann man im installationsverzeichnis unter firmwares/marlin.xml einiges ändern um es anzupassen, aber die richtigen Befehle müssen im Drucker existieren. Ich vermute in deinem Fall wird das Licht noch mit M42 und pin nummer gesetzt.